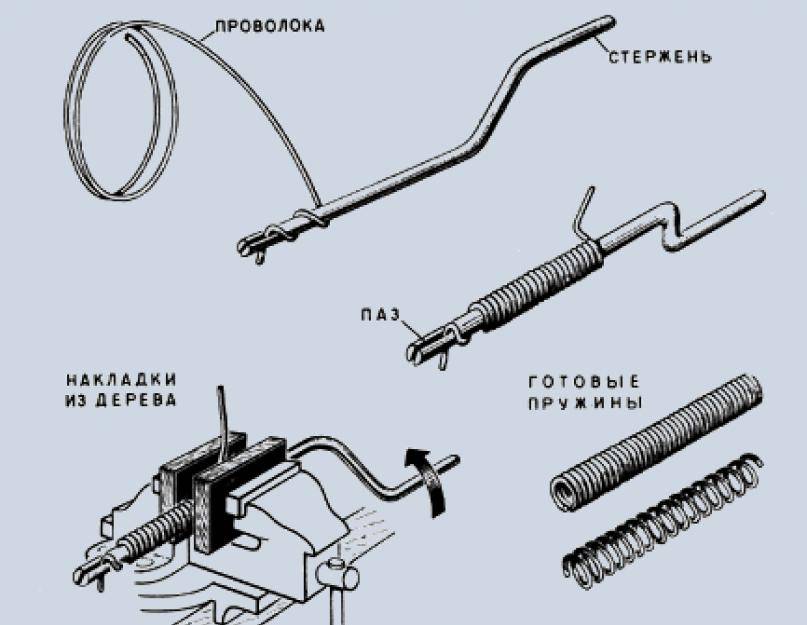
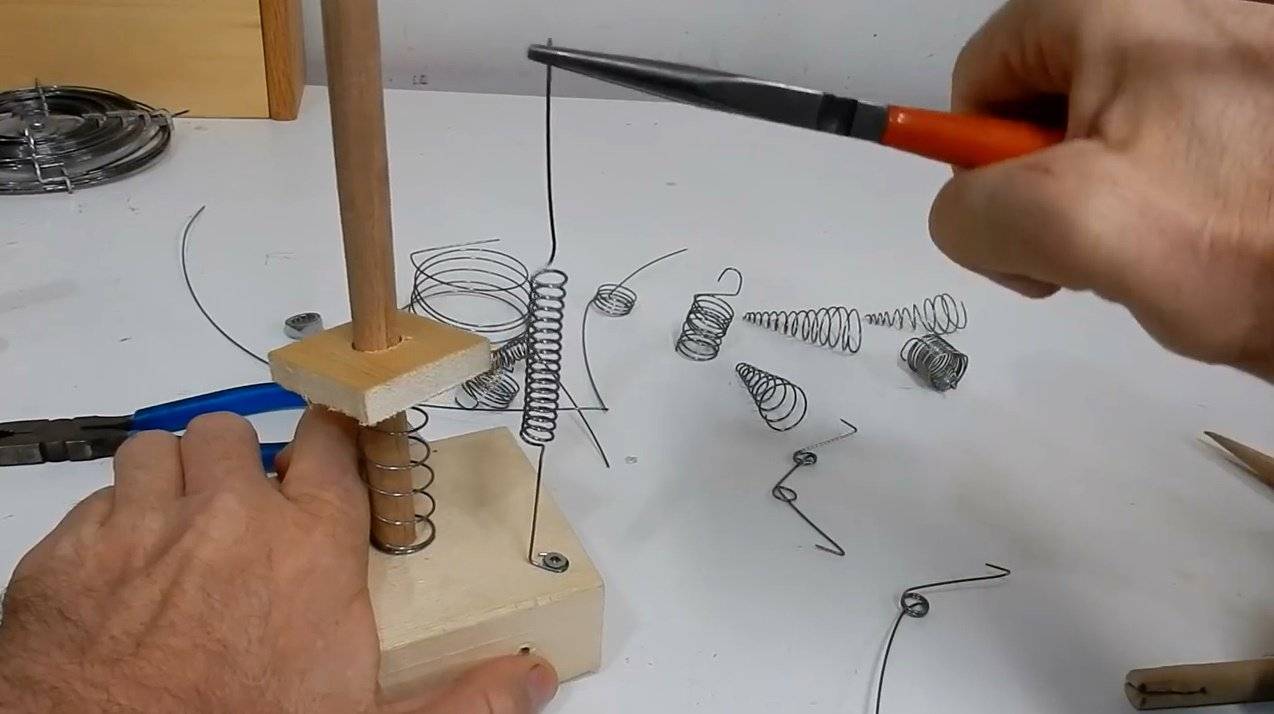
Поворотное устройство для навивки пружины
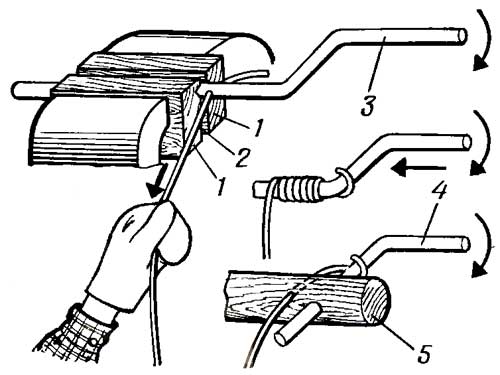
Самодельное поворотное устройство, играющее главную роль в процессе навивки стальной упругой (закаленной) пружины, представляет собой уменьшенную копию ручки запуска мотора автомобиля, которую можно изготовить своими руками из сварочного электрода или жесткой проволоки нужного диаметра.
Посредине торца штока поворотного устройства должна быть обязательно пропилена прорезь (смотрите позицию «1»). Иначе мы не сможем закрепить конец проволоки, для того чтобы начать навивку спирали пружины. Пропил в торце штока можно сделать шлицовкой или ножовкой по металлу.
Навивка упругой спирали пружины
Для навивки своими руками спирали пружины из сравнительно толстой упругой проволоки, изгиб вертикальной составляющую ручки (обозначена цифрой «5») следует удлинить. Тогда увеличится плечо ручки и будет полегче работать в процессе изготовления пружины нашему собственному плечу.
Ручку для самостоятельной навивки короткой пружины можно изготовить из обычного длинного гвоздя, обрезав его с двух сторон и согнув так, как показано на эскизе.
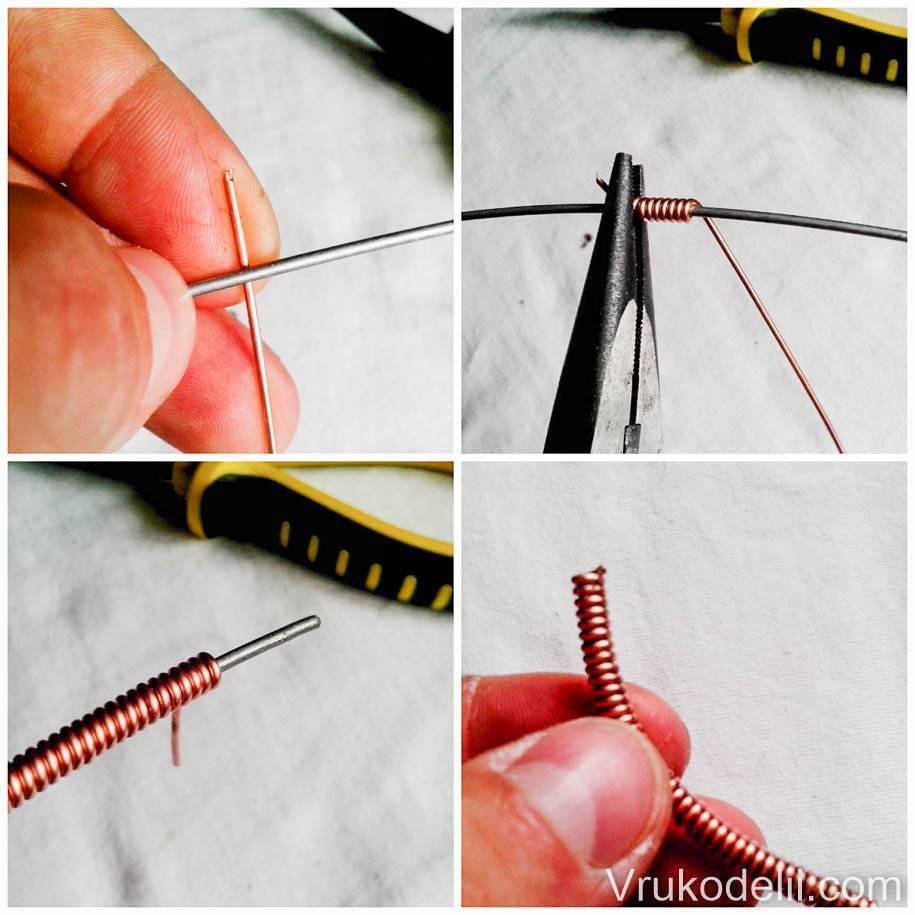
Если вы давно дружите с шуруповертом, то для навивки своими руками спирали пружины вам не нужны подсказки на сайте. Начало проволоки закрепляется в кулачковом механизме шуруповерта. Но для натяга проволоки все равно понадобятся слесарные тиски. Смотрите картинку выше по тексту.
С помощью такого же поворотного устройства или шуруповерта можно навить пружину спирали электронагревателя. Только для этого, очевидно, придется увеличить длину штока.
Навивка пружины поверх трубки
Если диаметр гвоздя мал, а требуется изготовить своими руками пружину большего диаметра, то на шток ручки (рабочая горизонтальная часть) следует надеть нужной толщины трубку и навивку пружины произвести поверх трубки.
В торце трубки следует сделать пропил для захода проволоки и производить изготовление пружины обычным порядком.
Для удобства навивки пружины своими руками большой зазор между внутренним диаметром трубки и диаметром штока ручки можно выбрать, намотав на шток “заводилки” бумажную полосу. Последний оборот бумаги приклеивается. Далее на рулон бумаги надевается трубка.
Следует иметь в виду, что снятая со штока, изготовленная из упругой проволоки пружина слегка развивается, после чего диаметр спирали может увеличиться на 15-30%. Все будет зависеть от качества закалки провода и усилия, которое будет приложено при навивке пружины.
Пружинная проволока для изготовления пружины
Чем мягче проволока и больше приложено усилие при протяжке закаленной пружинной проволоки меж губок тисков, тем меньше разовьется изготовленная своими руками пружина.
Вы спросите: “К чему такие сложности, если перед навивкой пружины закаленную проволоку можно просто отпустить, а навитую проволочную спираль закалить?”
Не обольщайтесь. В домашних условиях практически невозможно получить такого же качества закалки навитой из стальной проволоки пружины, как разогретой в заводской термопечи с выдержанным режимом нагрева. Со всеми предсказуемыми последствиями.
Думаю, меня поддержат рыбаки, которым доводилось изготавливать своими руками и затем калить рыболовные крючки.
Использование калькулятора-онлайн в расчетах
Быстрые расчеты могут быть выполнены с помощью онлайн-калькулятора. С его помощью можно вычислить и приблизительно установить нужную длину нихромовой проволоки. Как правило, рассматриваются марки, получившие наиболее широкое распространение в нагревательных приборах – Х20Н80, Х20Н80-Н, Х15Н60.
Для выполнения расчетов необходимы обязательные исходные данные. Прежде всего, это величина мощности нагревателя, которую планируется получить, диаметр нихромовой проволоки и значение питающего напряжения сети.
Вычисления проводятся следующим образом. В первую очередь нужно установить силу тока в соответствии с заданными параметрами, по формуле: I = P/U. После этого рассчитывается сопротивление на весь нагревательный элемент. Далее понадобится удельное электрическое сопротивление, для конкретной марки нихромовой проволоки. Эта величина будет нужна для того, чтобы установить наиболее оптимальную длину нагревательного элемента уже по другой формуле: l = SR/ρ. Правильный выбор длины приведет сопротивление нагревателя R к нужному значению.
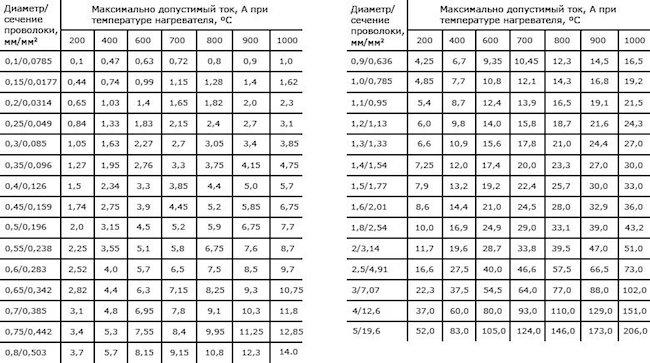
После выполнения расчетов, полученные данные рекомендуется проконтролировать с помощью таблицы и убедиться, что расчетный ток соответствует допустимому значению. В случае превышения расчетным током допустимых пределов, следует выполнить повторные вычисления, увеличив диаметр нихромовой проволоки или уменьшив мощность самого нагревательного элемента. Необходимо учитывать тот фактор, что все приведенные в таблицах параметры рассчитаны для нагревателей, находящихся в горизонтальном положении и функционирующих в воздушной среде.
Если же нихромовую спираль планируется использовать помещенной в жидкость, значение допустимого тока следует умножить на коэффициент 1,1-1,5. При закрытом расположении спирали допустимый ток, наоборот, нужно уменьшить в 1,2-1,5 раза.
Расчет мощности ТЭНа
Расчет электрической цепи
Калькулятор расчета потерь напряжения
Калькулятор расчёта сечения кабеля
Онлайн калькулятор расчета трансформатора
Онлайн калькулятор расчета тока по мощности
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.
Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
 Полностью изготовление пружины +
Полностью изготовление пружины +
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
 Free Energy/Пружина из проволоки.
Free Energy/Пружина из проволоки.
Принятые обозначения при проведении расчётов
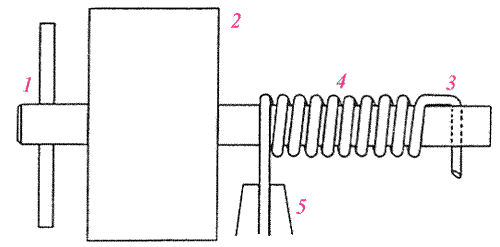
Исходные данные п — число рабочих витков; п. — полное число витков; t — шаг рабочей части; Do — внутренний диаметр; Dcp — средний диаметр. Параметры копира: I — длина рабочей части; DKon — внутренний диаметр канавки; DHJ1 — диаметр нейтральной линии витков, навиваемых на оправку; к — ОипЮкоп — поправочный коэффициент; Т — шаг винтовой линии рабочей части; Т — шаг винтовой линии заходной и выходной частей. Оправка: d —диаметр. Промежуточные расчётные величины; L — длина одного витка пружины без учёта шага; D — средний диаметр витков пружины, навитых на оправку; X — табличный коэффициент для определения нейтральной линии при изгибе; B — коэффициент, учитывающий пружинные свойства проволоки; попр —число рабочих витков пружины, навиваемых на оправку с учётом упругости проволоки; L1 —длина проволоки, проходящей по рабочей части копира; L2 — длина проволоки рабочих витков пружины, навитых на оправку; L3 — длина проволоки, навитой на оправку с учётом поджатых витков; Lч — длина проволоки пружины согласно чертежу.
Решающее значение при расчёте имеет величина, учитывающая упругость проволоки при изгибе. Она используется при определении диаметра оправки и количества витков поп . Для определения значения этой величины рекомендуется следующая последовательность. В первом приближении изготавливается оправка диаметром D , На токарно-винторезном станке на оправку навивается 5 — 10 витков проволоки с шагом подачи, приблизительно равным шагу пружины. При этом в резцедержатель устанавливается специальный ролик с канавкой. После навивки определяется угол раскручивания всех витков пружины а вычисляется угол, приходящийся на один виток а.1 и в заключение — коэффициент В = а1 /360°/, учитывающий упругость проволоки из заданного материала.




Ниже приведена методика на примере расчёта размеров копира и оправки для навивки пружины из стали 60С2А-В-1-ХН ГОСТ 14963-78 с параметрами: п = 9; nt = 11; t = 14 мм; Do = 42 ± 0,9 мм; d= 8 мм; Dср=50 мм.
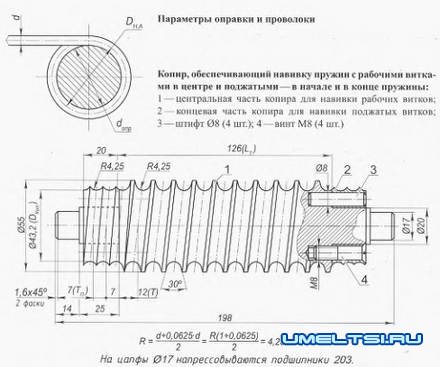
При заданных размерах пружины по вышеописанной методике экспериментально установлено увеличение дуги окружности одного витка на 30° после снятия с оправки диаметром 42 мм, что соответствует увеличению длины витка в 1,083 раза (В = 30° 360° = 0,083). Исходя из этого, Dcp.onp. = (L — ВL/ тт = L (1 — В)/тт = 157×0,917/3,14 = 46 мм, где L = тт Dcp = 3,14×50 = 157 мм; d опр. = Dcp.onp.— d = 46 — 8 =38 мм nопр = 1,083п + 0,25 = 1,083 + 0,25=
10 где 0,25 — добавочная часть витка с учётом допуска числа рабочих витков. Диаметр нейтральной линии витка на оправке (рис. 2) вычисляется по формуле: D нл. = d опр + 2d X. X — определяется по таблице в зависимости от соотношения donp/2d (в нашем случае 38/ (2×8) = 2,375) Методом интерполяции и вычисляем X = 0,458 и округляем до 0,46. Тогда Dнл.45,36 мм. DKOn в первом приближении принимается равным Do = 42 мм. Тогда коэффициент к = Dил /Dкоn -45,36/42 = 1,08. Длина рабочей части копира: = t-n = 14×9 = 126 мм.
Расчётный шаг рабочей части копира:
Т = |/(попр к) = 126/(10×1,08) = 11,67 мм. Полученный расчётный шаг рабочей части копира округляется до ближайшего шага подачи токарно-винторезного станка (Т = 12 мм), чтобы обеспечить возможность нарезки винтовой канавки. Для сохранения заданного шага пружины внутренний диаметр канавки копира пересчитывается из условия выбранного шага копира: k = l/(Tnonp) = 126/(12×10) = 1,05. Тогда DКОП. = Dн л/н = 45,36/1,05 =43,2 мм.
Число витков заходной и выходной частей копира выбрано равным 1,5. Шаг канавки этих частей определяется по экспериментально установленной формуле: Tn = 0,875d = 0,875×8 = 7 мм, и принимается равным ближайшему шагу подачи на станке (7 мм). Заходная и выходная части привариваются к оси копира или крепятся двумя штифтами диаметром 8 мм и двумя винтами М8. Сопряжение канавок заходной и выходной частей копира с канавкой рабочей части обрабатывается вручную соответствующим напильником, обеспечивая плавность перехода. Материал копира — сталь 45, термообработка — закалка до твёрдости HRC38. 42. Для проверки расчётов определяется длина проволоки:
L1= DKon тт 1/Т = 43,2×3,14×126/12 = 1425 мм и сравнивается с длиной проволоки: L2 = D нл. тт п опр. = 45,36×3,14×10 =1425 мм. Также сравнивается длина проволоки: L3 = D нл. тт (п опр. + 2×1,083) =45,36×3,14(10+2×1,083) = 1733 мм
с длиной проволоки:
Lч = (Do +2d X) тт n = (42 + 2x8x0,46) хЗ,14х11 = 1705 мм. При правильном расчёте погрешность Лямда не должна превышать 2,5%. В нашем случае: Лямда= (L3 — Lч ) 100%/L4 = (1733 — 1705)100/1705 = 1,6%.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
Для намотки небольшой пружины можно использовать шуруповерт. Шаг 4
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
сжимающая, коническая, торсионная и натяжная своими руками
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?

При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
В этой статье я покажу вам, как сделать некоторые из них, сначала самые простые, а затем я перейду к некоторым «продвинутым» инструментам, но это не добавит процессу создания сложности.
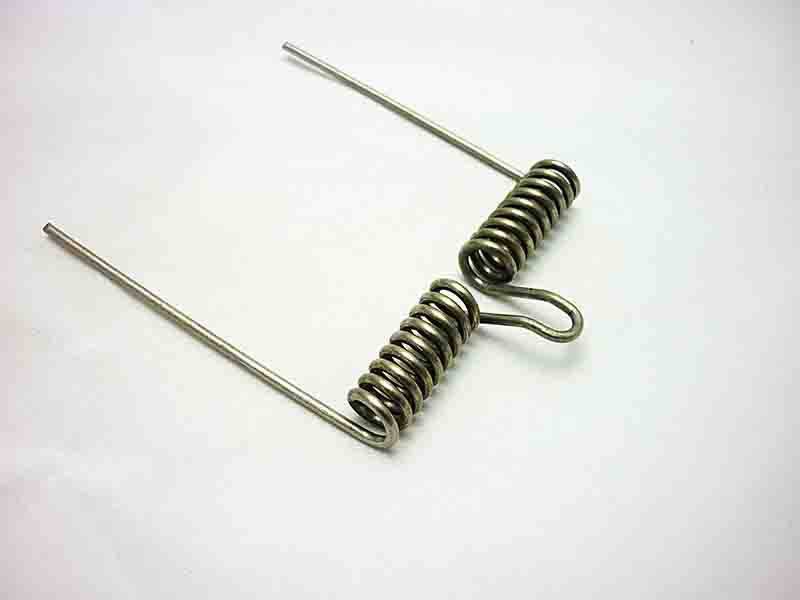
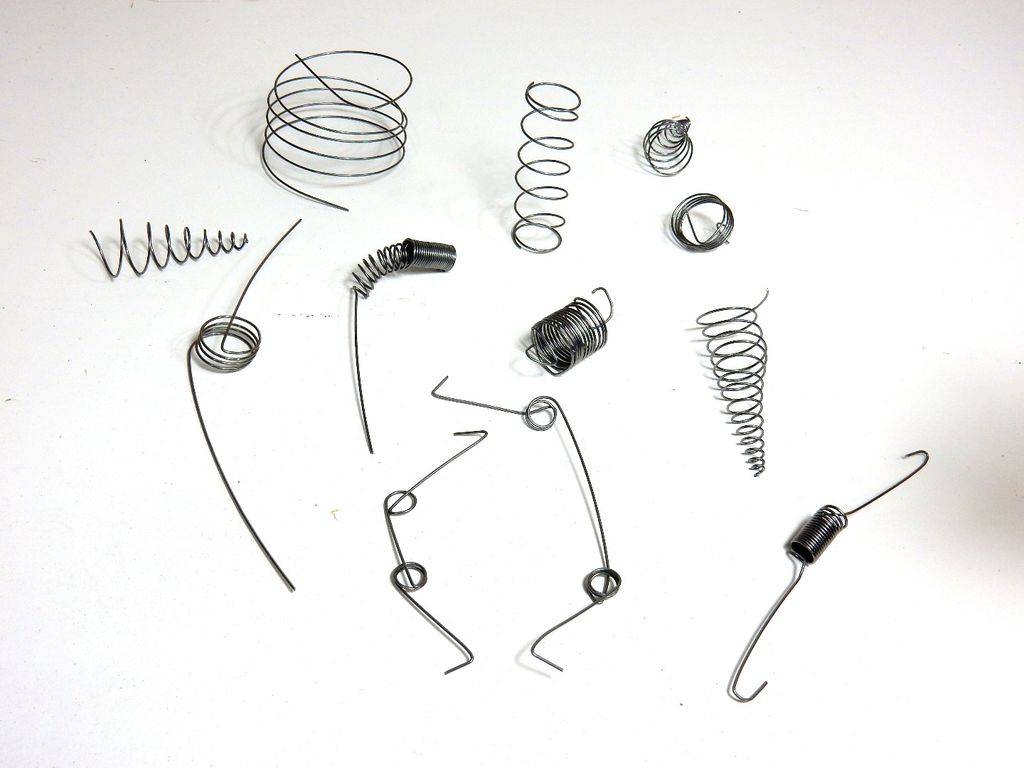
Шаг 1: Типы

Вот несколько из множества типов пружин, которые мы научимся делать. Слева направо:
- Натяжная
- Сжимающая
- Коническая
- Торсионная
Шаг 2: Начнём работу при помощи базовых инструментов

Вы сможете начать создавать множество разных типов при помощи инструментов, обозначенных в списке:
- штырь диаметром 1.4 см
- струна для пианино или проволока
- плоскогубцы с кусачками
- пила
- зажимы
- беспроводная дрель
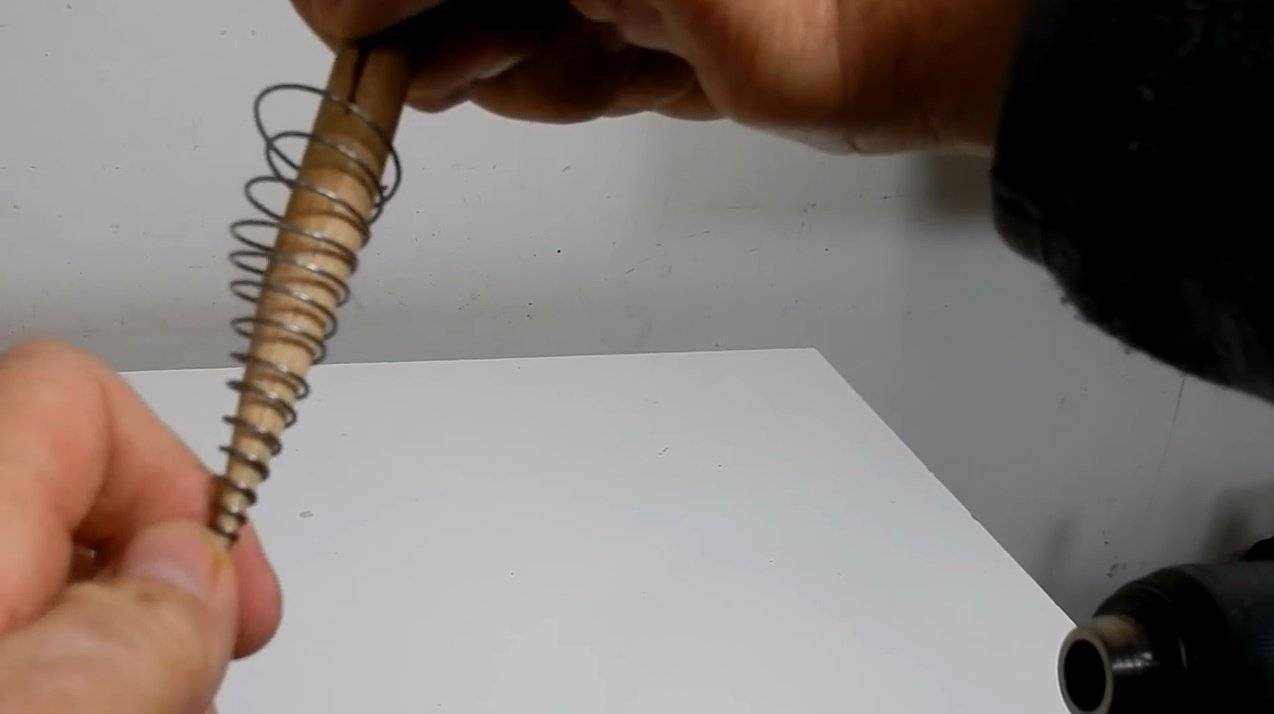
Шаг 3: Обрежем штырь

Сначала возьмите деревянный штырь и обрежьте его до длины примерно 12 см. Затем прорежьте в одном из его концов паз, он будет предназначаться для струны. Штырь диаметром примерно 1.4 см подойдёт лучше всего потому, что он хорошо крепится в патроне дрели.
Шаг 4: Создание натяжной пружины

Беспроводные дрели хороши тем, что можно настраивать скорость их вращения. Для безопасности всегда пользуйтесь плоскогубцами — если провод соскочит, то он может порезать вам руки.









Закрепите дрель на столе при помощи зажимов. Одна рука лежит на кнопке включения дрели, а вторая зажимает плоскогубцы. Проворачивайте дрель столько, сколько вам нужно, пока не добьётесь необходимого количества витков. Во время намотки удерживайте шнур под напряжением, и пружина будет поворачиваться лучше.
Шаг 5: Сгибание струны

После намотки, я согнул плоскогубцами оставшиеся кончики и получил натяжную пружину. Экспериментируя, вы можете добиться различных размеров петелек.
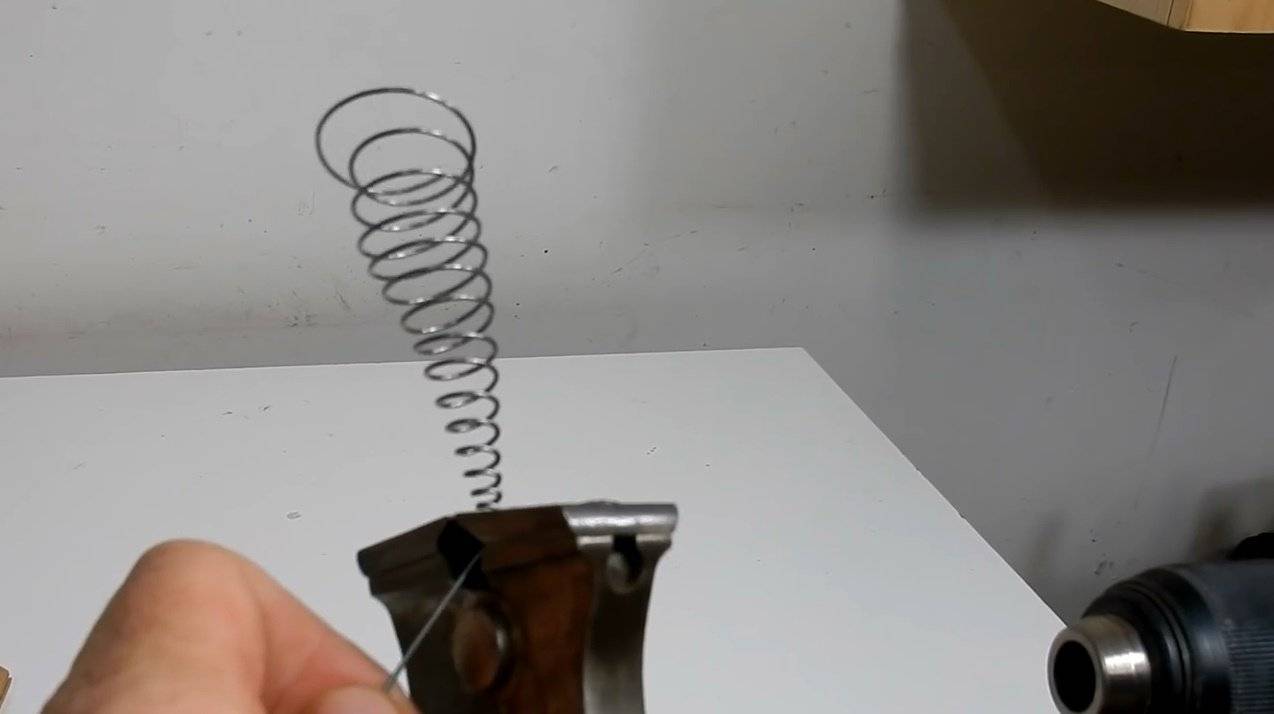
Шаг 6: Сжимающая
Для нее потребуется более длинный штырь, в котором также будет вырезан паз. Во время намотки, отмеряйте расстояние между витками на глаз. Это потребует от вас практики, но занятие на самом деле очень занимательное.
Когда пружина была готова, я провел тест (см. последнюю фотографию). Я поместил ее на штырь, придавил её сверху небольшим деревянным бруском и быстро отпустил — брусок выстрелил до потолка.
Шаг 7: Коническая
Коническая делается при помощи дрели и ленточной шлифовальной машины.
Используя ту же технику намотки, я посадил струну в пазик на штыре. Когда пружина была полностью намотана, я обрезал её концы, и коническая пружина была готова. Ее я сделал дважды, и второй вариант вышел более хорошим.
Шаг 8: Торсионная

Для изготовления торсионной я использовал латунный стержень, так как деревянный штырь не выдерживал нагрузки и ломался. Чтобы создать пружину, сделайте несколько витков и оставьте прямой участок струны с обоих концов. Изогнув концы струны, вы создадите хорошую торсионную пружину.
Шаг 9: Заключение


На фотографиях вы видите сжимающую и набор различных пружин, которые я сделал в домашних условиях.
Я надеюсь, изготовление окажется для вас простым занятием и поможет вам сделать множество интересных проектов. Если вы используете их постоянно, то это также сэкономит вам деньги.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки. После термообработки необходимо сделать испытательные и контрольные операции
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Какие качества требуются от пружин
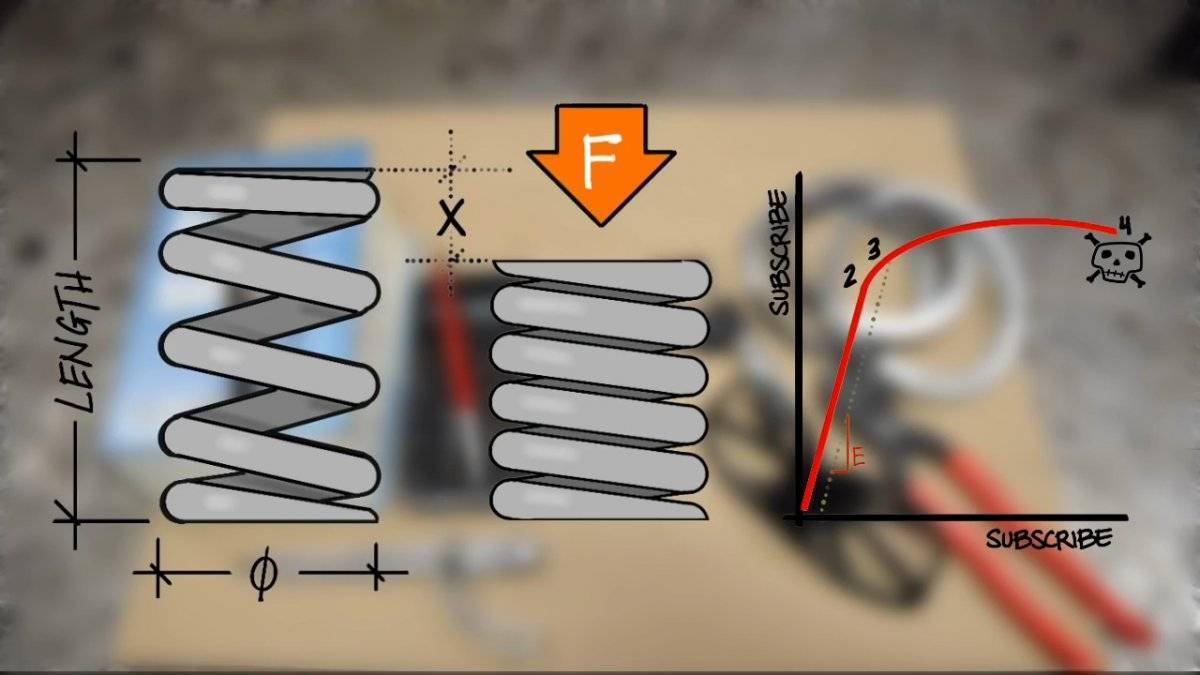
К этим комплектующим предъявляются особые требования, что связано с их важностью для эффективной и беспроблемной эксплуатации всего устройства, прибора, агрегата. Основным их качеством является свойство деформироваться (изменять свои размеры) под воздействием прилагаемой извне нагрузки и восстанавливать исходную форму и размеры, когда внешнее воздействие прекращается
При деформации происходит накопление энергии, при возвращении в начальное состояние – ее передача.
Важные характеристики упругих элементов:
- — Прочность под нагрузкой, которая может быть статическая, динамическая, циклическая.
- — Хорошая пластичность.
- — Выносливость.
- — Значительный предел упругости.
- — Релаксационная стойкость.
С технологической точки зрения важны такие параметры, как глубокая прокаливаемость, невысокая способность к обезуглероживанию и росту зерен структуры в процессе термообработки. Низкими кроме того должны быть чувствительность к отпускной хрупкости и критическая скорость закалки.
При всем разнообразии видов пружин и случаев их использования от каждой из данных деталей требуется гарантированное восстановление после прекращения нагрузки, этим определяются особенности их эксплуатации и, соответственно, изготовления.
Термическая обработка как раз и предусмотрена для сохранения формы и упругих свойств пружин на протяжении расчетного срока эксплуатации.

Используемые материалы
К изготовлению пружин предъявляются высокие требования, начиная с выбора материала, характеристики которого отвечали бы определенным требованиям.
Соответственно, важно, как данные материалы будут вести себя в обработке, в том числе термической. Для крупных пружин (изготовляемых из прутка от 8 мм в диаметре) наиболее часто используемыми являются стали конструкционные рессорно-пружинные 60С2А, 50ХФА, 51ХФА, 60С2ХФА ГОСТ 14959-79 и другие аналогичные сплавы
Для крупных пружин (изготовляемых из прутка от 8 мм в диаметре) наиболее часто используемыми являются стали конструкционные рессорно-пружинные 60С2А, 50ХФА, 51ХФА, 60С2ХФА ГОСТ 14959-79 и другие аналогичные сплавы.
Для мелких (до 8 мм диаметр) – стали 60С2А ГОСТ 14959-79, проволока Б-2 ГОСТ 9389-75, любая проволока по ГОСТ 9389-75 марок А, Б, В классов 1,2,3 и другие аналогичные сплавы.
Для работы в агрессивных средах применяются нержавеющие стали 08Х18Н10Т, 10Х18Н10Т, 12Х18Н10Т.

Виды термической обработки
К основным видам термообработки металлов/сплавов, используемых при производстве пружин, относятся:
- — Отжиг – изделия нагреваются до температуры, соответствующей интервалу превращений, выдерживаются в таком состоянии в течение определенного времени и медленно охлаждаются вместе с печью. Улучшает структуру металла, способствует повышению вязкости, при этом несколько снижается твердость.
- — Нормализация – изделия нагреваюся до аустенитного состояния (температура превышает соответствующие интервалу превращений), после чего охлаждаются естественным способом на воздухе. Способствует улучшению структуры, повышению механических параметров и нивелированию внутренних напряжений.
- — Закалка – нагревание производится до температуры, соответствующей интервалу превращений или несколько выше, в таком состоянии выдерживаются некоторое время, затем охлаждаются быстро преимущественно в масле, хотя возможно и в другой среде. Обеспечивает металлу высокие прочностные показатели, хорошее значение твердости, износостойкости. Однако также повышает хрупкость, неспособность выдерживать ударные нагрузки и изгибы, поэтому обычно после нее предусмотрен отпуск.
- — Отпуск – низкий, средний, высокий – прогрев до температуры ниже соответствующих интервалу превращений (до 250 градусов, 350-500 градусов и 500-680 градусов), нахождение некоторое время в таком состоянии и затем охлаждение. Увеличивает вязкость, пластичность, снимает остаточные напряжения, улучшает эксплуатационные показатели, несколько снижает прочность.
- — Старение – бывает естественное (длительная выдержка в обычных условиях) или искусственное (краткая выдержка при низкотемпературном нагреве). Способствует стабилизации геометрических размеров и пружинных свойств.
- — Заневоливание – холодное или горячее – выдержка под нагрузкой при нормальной температуре или в горячей печи (для пружин, используемых при высоких температурах). Увеличивает предел упругости, запас прочности, снижает уровень максимальных напряжений при эксплуатации. Это всегда заключительная операция, после нее недопустима никакая термообработка.

Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.
Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Замена передней пружины
Пружины меняются в паре, как и тормозные диски. Это вызвано тем, что они должны быть равными по высоте, чтобы не вызвать перекосов передка автомобиля.







Инструментарий
• стяжки;
• головка ключа 21;
• шестигранный ключ, 7;
• домкрат;
• лом.

Стяжки — основной элемент процедуры замены пружин
Мы исходим из того, что передний амортизатор в сборе с пружиной уже вытащен из своего гнезда. Снятие амортизатора – кропотливая процедура, которая подразумевает демонтаж фронтальной пластиковой панели, колеса, передней фары.
Перед началом замены амортизатор в сборе должен выглядеть так:

Что мы делаем
1. Накладываем стяжки с обеих сторон пружины и прихватываем их.
2. Закручиваем стяжки, пружина сжимается. Не надо торопиться, делаем все аккуратно и попеременно.
3. Откручиваем гайку крепления опоры амортизатора с помощью ключа на 21 и шестигранника.
4. Снимаем опору.
5. В разборном виде верхняя опора состоит из четырех компонентов: гайки, нижней опоры амортизатора, подшипника и опорной чашки пружины.
6. Эти элементы заменяемы, они могут быть повреждены, как и пружина. Например, опорная чашка может ржаветь со временем.
7. Легко снимаем старую пружину с пыльником со штока амортизатора. Стяжки не трогаем.
8. Смазываем силиконом или другой густой смазкой опорную полусферу кузова, дабы исключить скрип при езде.
9. Меняем пружину и собираем амортизатор с опорой.
10. Снимаем стяжки, освобождая естественный ход пружины.
11. Устанавливаем амортизатор в сборе в свое гнездо.
Время процедуры 25-30 минут, а полностью снятие и монтаж амортизатора с заменой пружины подвески своими руками займет около 2 часов.