

Как сделать сварочный генератор своими руками?
Для того чтобы сделать дешевый сварочный генератор своими руками, можно использовать небольшой бензиновый двигатель. Здесь подойдет мотор от газонокосилки или мопеда.
Сварочный генератор имеет внушительные размеры и стоит довольно дорого.
В качестве источника электроэнергии лучше всего использовать генератор из трактора. Он выдает 24 В (вольт) и 150 А (ампер), как раз то, что нужно для качественной и надежной сварки.
Принцип работы сварочного аппарата
Сваривание железа происходит за счет высокой температуры электрической дуги, которая плавит электрод и кромки соединяемого металла.
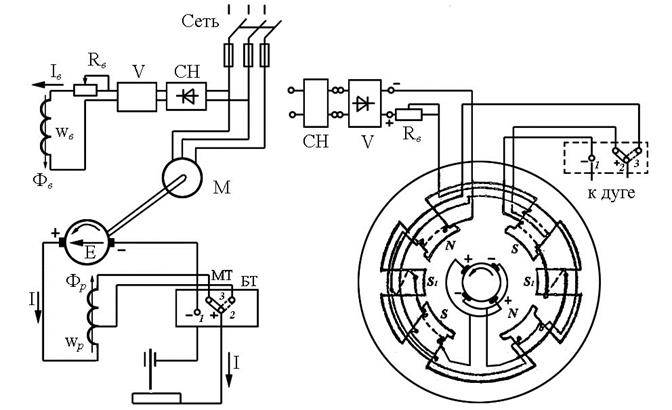
Рисунок 1. Принцип работы сварочного аппарата.
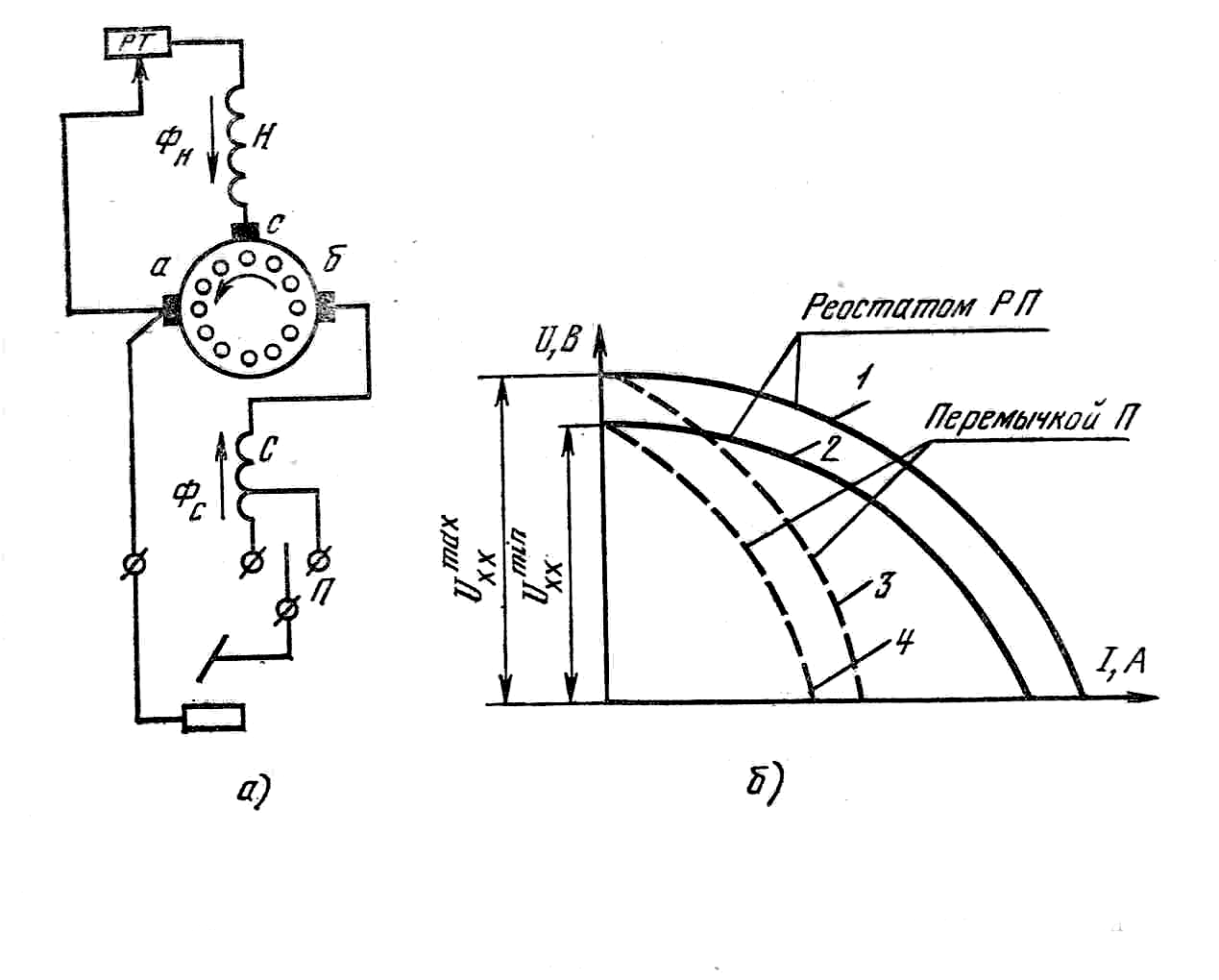
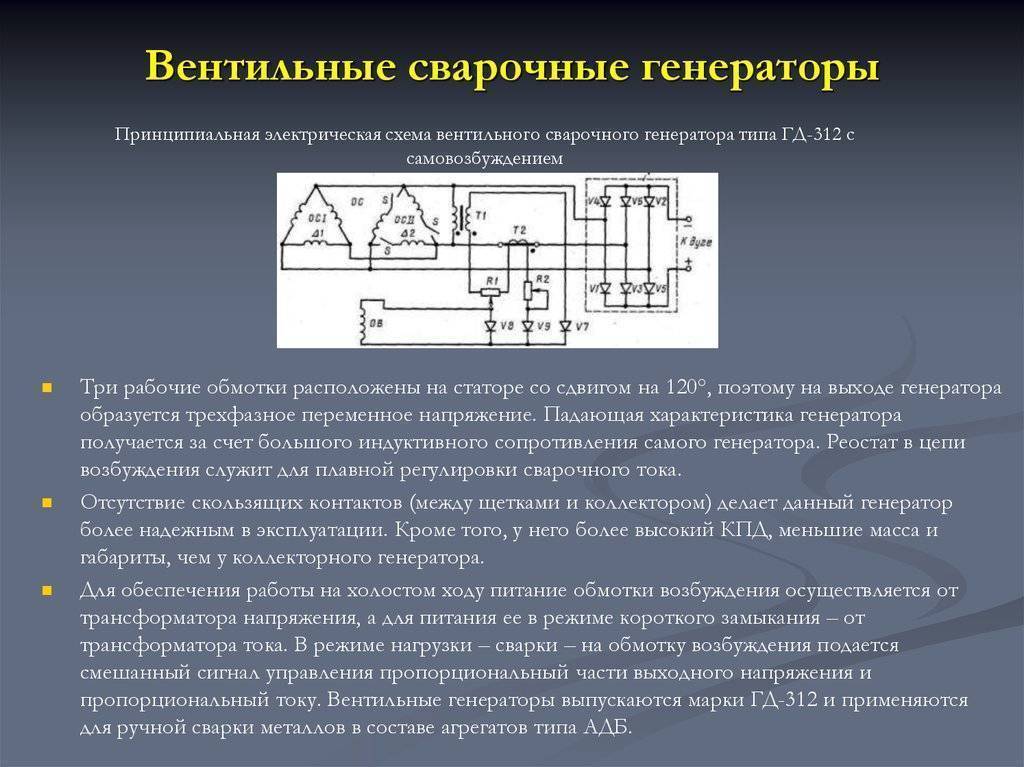
Затем расплавленная масса смешивается, и по мере ее охлаждения происходит соединение деталей. Принципиальная схема сварочного генератора имеет следующий вид: Рисунок 1, где: Я — якорь генератора; ОЯ — обмотка якоря; ОВН — обмотка возбуждения намагничивания; R — реостат; ОВП — обмотка возбуждения последовательная; Д — дуга электрическая.
После того как дуга загорается, в якорной цепи рабочей схемы начинает протекать сварочный ток. Он проходит через последовательную обмотку возбуждения, создавая при этом магнитный поток. В это время в намагничивающей обмотке возбуждения создается электромагнитная сила, которая направлена в обратном направлении. Возникающий при столкновении двух ЭДС выброс энергии и является источником электрической сварочной дуги.
Использовать сварочный генератор можно не только как аппарат для сварки, но и как источник резервного освещения. Для этого нужно сделать дополнительный вывод и установить розетку. Основная схема соединения при этом не изменяется. Розетка крепится на корпусе аппарата. Такое использование сварочного генератора является оправданной в тех фермерских хозяйствах, где отключение основной электросети может принести убытки. Например, в инкубаторах, где выращивают цыплят.
Самодельный сварочный преобразователь
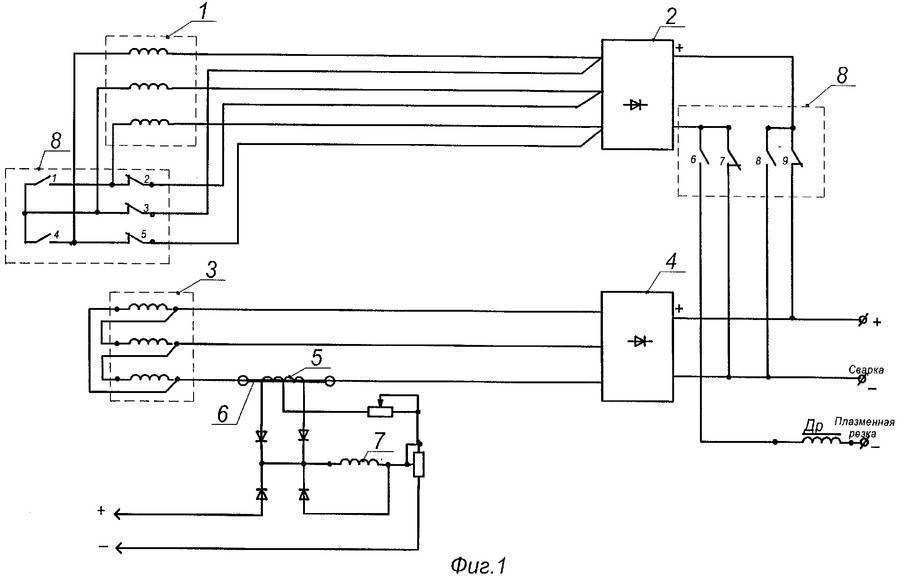
Рисунок 4. Схема сварочного преобразователя.
Такой генератор работает без участия бензинового двигателя. На него подается сетевое напряжение, которое преобразуется в сварочный ток. Его мощность обычно составляет 4 кВт, что дает возможность варить электродом «четверкой». Главным элементом рабочей схемы аппарата является обмотка статора.
Чертежи выполнены в двух вариантах: на стержневом и броневом магнитопроводе. Визуально этот генератор имеет такой вид: Рисунок 4, где:
а — стержневой магнитопровод; рисунок б — вариант броневого магнитопровода.
1 — магнитопровод (набирается из трансформаторных пластин), 2 — прокладка изоляции (стеклоизоляционная лента), 3 — обмотка (медный провод, покрытый лаком), 4 — стягивающий кронштейн (уголок из металла), 5 — стяжка (металлическая шпилька с гайкой и шайбой).
Любой такой генератор не сложно встроить в выпрямитель или оформить в виде отдельного блока. В случае если требуется выполнять слишком большой объем работ, желательно добавить принудительное воздушное охлаждение.
Общая информация
Генератор как встроенная в любую модель автомобиля деталь – это достаточно простой механизм, преобразовывающий энергию в электричество. В автомобилях этот элемент выполняет функцию запитывания электрооборудования во время работы.
При использовании автомобильной версии для сваривания металлов важно помнить, что автомобильные модели функционируют на переменном типе тока
Выбираем сварочный генератор заводского изготовления: обзор лучших моделей ведущих производителей
Для того чтобы выбрать сварочный генератор в специализированном магазине, рекомендуется предварительно ознакомиться с техническими характеристиками наиболее известных моделей. Вашему вниманию – описания некоторых из них.
- Сварочный генератор САК: аппарат, защищенный металлическим кожухом, с установленным дизельным ДВС, предназначен для работы с разной толщины электродами (током до 120 А). Кроме того, САК можно использовать в качестве источника питания для электроинструментов. Транспортировать САК можно прицепив к фаркопу любого автомобиля.
- Сварочный генератор Вепрь отечественного производства выпускается в нескольких модификациях (в зависимости от мощности, объема топливного бака и комплектации). Рабочий ток – до 400 А. Агрегат может использоваться для аварийного обеспечения электроэнергией. Импортный двигатель обеспечивает тихую работу при минимальном количестве вредных выбросов.
- Генератор сварочный SDMO: агрегаты данного производителя являются источниками одно- или трехфазного тока (зависит от модели), мощность – до 6 кВт. Масса генератора в металлическом трубчатом корпусе – около 80 кг. Для удобства транспортировки могут быть оснащены тележечным комплектом.
- Сварочный генератор АДД любой модификации представляет собой мощную крупногабаритную установку. Генераторы АДД могут быть стационарными либо устанавливаются на шасси грузовых автомобилей. Различают одно- и двухпостовые агрегаты, охлаждение может быть воздушным или жидкостным. Запуск дизельного двигателя осуществляется с помощью аккумулятора и стартера.
- Сварочный генератор EISEMANN снабжен системой защиты от перегрузок. Бензиновый двигатель фирмы Honda в совокупности с генератором обеспечивает надежную работу агрегата. Продолжительность беспрерывной работы – около 2-х часов (зависит от нагрузки). Ток сварки устанавливается трехпозиционным переключателем.
- Сварочный генератор Хонда: под этой маркой выпускаются как мощные генераторы промышленного назначения, так и малогабаритные, незаменимые для работы на дачном участке. Вес модели EU10i (мощностью 1000 ВА) не превышает 13 кг. Вдвое более мощная модель EU20i весит 21 кг. Надежность, низкий уровень шума и вибрации сделали сварочный генератор Honda востребованным для строительных работ.
- Сварочный генератор Denyo: большинство моделей представляют собой стационарные агрегаты. Производитель оснащает их устройством контроля расхода топлива и уровня шума. Предусмотрена автоматика защиты от токов утечки, снижения давления масла и сигнализация разряда аккумулятора. Двигатель автоматически отключится, если боковая дверь кожуха будет закрыта не плотно.
- Сварочный генератор MOSA: агрегаты этого производителя выпускаются различных модификаций – от переносных малогабаритных до стационарных. Портативные модели работают с электродами диаметром 2-5 мм. Производятся агрегаты с дизельными и бензиновыми двигателями. Высокий уровень звукоизоляции и особенности электрической схемы позволяет использовать сварочный генератор Моса в качестве источника электроэнергии.
- Сварочный генератор Huter: на рынке представлены модели различной мощности. Для производственных нужд рекомендуется DY6500LXW: данный агрегат оснащен ручным и электрическим стартерами, а также розетками на 12 и 220 В. Генератор расходует 2,3 литра топлива в час и работает беспрерывно в течение 10 часов.
- Сварочный генератор Скат: модели отличаются качеством сборки. Кроме обычных, производитель освоил выпуск инверторных агрегатов, обеспечивающих ток сварки высокого качества. Все модели SKAT оснащены встроенным блоком АВР, благодаря которому выравниваются параметры тока.
С некоторыми моделями подробно ознакомит следующий видеоролик.
Информация, изложенная в статье, поможет определиться с выбором сварочного генератора либо с его самостоятельным изготовлением.
Подбор генератора для сварки
 Когда конструкция бензосварочного генератора оборудована чугунными гильзами, резко увеличивается срок его эксплуатации. Эти устройства можно использовать приблизительно 1500 моточасов. Алюминиевые аналоги имеют более короткий срок работы.
Когда конструкция бензосварочного генератора оборудована чугунными гильзами, резко увеличивается срок его эксплуатации. Эти устройства можно использовать приблизительно 1500 моточасов. Алюминиевые аналоги имеют более короткий срок работы.
Сегодня можно приобрести инверторные установки, у которых регулируется коэффициент мощности. Эти системы могут работать с различными моделями генераторов, так как их можно настроить на невысокое напряжение.
Для ежедневной, многочасовой работы подходят дизельные модели. Для работы на приусадебном участке подходит аппарат с мощностью 0,7−5 кВт. Эти изделия не имеют большого веса. Поэтому их легко переносить с места на место. Мощность в 10 кВт позволяет выполнять ежедневную работу в течение 8 часов.
Важнейшими деталями, особенно их размерами, в сварочном бензиновом генераторе считаются:
- Топливный бак.
- Кожух шумоизоляции.
Для строительных площадок будет лучше использовать оборудование, у которого клапана находятся сверху. Преимуществом таких аппаратов является:
- Высокая производительность.
- Бесшумность.
- Долговечность.
- Компактность.
Наиболее востребованные модели
В зависимости от принципа работы двигателя практически все бензиновые сварочные аппараты подразделяются на несколько видов:
- Двухтактные.
- Четырёхтактные.

Чтобы работать в бытовых условиях, наиболее эффективной и производительной считается модель HUTER DY6500L. Аппарат не рассчитан на длительную эксплуатацию, однако отличается от других изделий своими хорошими характеристиками. Такая компактная станция отлично работает совместно с инвертором типа Сварог.







Целевая система Brima LT 8000B показывают прекрасную работу с большинством инверторов, изготовленных фирмой Ресанта. Иногда Brima может стать резервным питанием для дачного домика.
Очень большой топливный бак у системы Endress ESE 606. Модель отличается высокой стоимостью. Однако она работает намного дольше обыкновенного генератора. На изделие установлен двигатель Honda, который значительно уменьшает расход топлива. Устройство показывает отличные результаты при работе совместно с инвертором типа EWM.
Как ухаживать за генератором
Обслуживание бензинового генератора не связано серьёзными технологическими операциями. Достаточно следить за уровнем масла. Проводить его доливку в случае необходимости. Иногда нужно будет проводить подзарядку аккумулятора.
Originally posted 2018-07-04 07:14:50.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.

Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
Подключение 15 В к ШИМ.
Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
При холостом ходе сила тока моста должна быть менее 100мА.
Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения)
Это и есть рабочее колебание частот трансформатора.
Потребление моста 150мА.
Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В
Оптимальным является 340 В.
Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Классификация сварочных генераторов
Сегодня на прилавках существует множество различных сварочных генераторов, поэтому была создана классификационная таблица, которая помогает найти то, что ищет покупатель.
Она включает в себя такие факторы, как: • тип двигателя; • величина и тип тока для сварочных работ; • дополнительные характеристики.
Рассмотрим эти пункты более детально. Сварочные генераторы различаются по типам ДВС, их два: • дизельный или дизель-генератор (вынослив к интенсивным и к довольно продолжительным сварочным работам); • бензиновый генератор (легкость при обслуживании и ремонте, возможность работы в различных температурных средах, а также работа с некачественным горючим материалом).
Тип и величина тока при сварочных работах
Во время выбора генератора для сварочных работ нужно учитывать род металла, с которым будет осуществляться работа. Ведь генераторы бывают как постоянного тока, так и переменного. При нагрузке во время сварки в 60% величина тока варьируется в пределах 120-300 Ампер. Также нужно понимать, что чем больше показана величина тока сварки генератора, тем выше его возможность выполнения непрерывной работы, а также возрастает толщина поверхностей и возможность использования большего ассортимента материалов для совершения сваривания. Огромным спросом пользуются сварочные генераторы, при использовании которых существует возможность применения электродов различного диаметра (2-5мм). Данные генераторы используют сварочный ток с характеристикой в 160-200 Ампер. Дополнительными характеристиками (модификациями) или различиями являются: • тип электроэнергии или тока (трехфазный, однофазный); • различность старта (пуск электростартером, или выполняя ручной запуск); • объем топливного бака (в зависимости от модели, её объема двигателя и расхода топлива литров в час); • возможность переноса (устанавливается специальная рукоятка для осуществления переноса); • устойчивость к перегрузкам (установка электроприборов защиты); • моточасовой счетчик; • наличие в комплекте запасных колес. Вывод Множество покупателей сварочных генераторов довольны своей покупкой, ведь подключая мощные потребители, они не боятся за перепады и нагрузки, которые с легкостью преодолевает данный аппарат. Выбор сварочного генератора представляет собой трудоемкий процесс, который обуславливает взвешивание различных факторов (цена, расход топлива, сила тока сварки, мощность и т.д.). Различная ценовая гамма предоставит вам возможность осуществить покупку сварочного генератора отечественного или импортного производства исходя из своих экономических соображений, а также возможностей. Но стоит помнить, что «дешевая» техника данного рода, при сильных нагрузках во время использования, может носить в себе вероятность ряда последующих капиталовложений на ремонт, или в редких случаях – замену устройства. Целесообразность осуществления такой покупки стоит под вопросом, но знайте, что выбор всегда стоит только за вами!
Посмотреть каталог сварочных генераторов Вепрь
Что такое САК: общая информация + особенности
Когда человек выбирает лазерный станок, он в первую очередь обращает внимание на выдаваемую мощность, габариты и прочие технические характеристики. Очень редко покупатель задумывается по вопросу, в каких условиях он будет использовать сварочный агрегат в будущем
Я имею в виду именно продумывание наперед, а не сиюминутный порыв приобретения на 1-2 дела.
САК (Сварочный аппарат колесный) – гибридная конструкция, которая объединяет в себе сварку и передвижную электростанцию. Помимо классической аббревиатуры, данное оборудование часто называют также САГом или сварочной электростанцией.
Ключевая конструкционная особенность сварочных колесных агрегатов – это наличие двигателя внутреннего сгорания. Именно по нему и производится классификация оборудования в рамках нашего государства. Детальное распределение по типу двигателя для источников питания я опишу ниже в таблице.
| Тип | Подвиды | Описание | |
| Бензиновый | Инверторные портативные | Это небольшие генераторы с мощностью для 1 кВт. Изготовляются по типу форм-фактора «чемодан». Покупаются для домашнего пользования, ибо интенсивность выдаваемой электрической энергии на промышленные цели не хватит. | |
| Инверторные до 6 кВт. | Повышенная мощность влечет за собой и повышение веса агрегата. Такие модели поставляются в форм-факторе сундука на колесах. Чтобы детали оборудования не принимали механических повреждений, вокруг двигателя обычно делают каркас из труб. | ||
| Бензиновые до 10 кВт | Назначены для использования при высокой интенсивности на больших промежутках времени. Форм-фактор по типу бочки на колесах. | ||
| Дизельный (ДГУ) | Исполнение конструкции | Классический | Генератор с вращением линейного типа |
| Открытый | Используется в зданиях. | ||
| Звукоизоляционный | Если требуется «тихий» режим работы. | ||
| Фургонный | Для тяжелого климата. | ||
| Мобильный | В передвижных конструкциях. | ||
| Род тока | Слабый вольтаж | до 1 кВт. | |
| Высоковольтный | от 1 к Вт до 10 кВт. | ||
| Тип электрогенератора | Параллельный | Генерация тока стандартной частоты. | |
| Асинхронный | Генерация тока нестандартных частот. | ||
| Сварочный агрегат | Постоянный | Генерация постоянного тока. | |
| Сменный | Генерация тока переменного типа. |
Среди бензиновых еще можно выделить электростанции контейнерного типа. Для постоянной эксплуатации вне помещения требуется доработка внешней обшивки (используется шумопоглощающие кожуха) + тонкая подгонка по форм-фактору. Обычно такое оборудование делается под заказ. Пиковая мощность может составлять до 200 000 Ватт.
Среди дизельного оборудования нельзя путать 3 понятия – «электростанция», «агрегат» и «генератор». Каждый из объектов имеет собственную конструкцию + отличается по масштабам сборки.
Конструкционные особенности САКов:
- встроенная система охлаждения, которая защищает чувствительные детали от перегрева. С качественным охлаждением, работа сварочного агрегата не будет приостанавливаться в самый неподходящий момент;
- часть оборудования, которая ответственна за саму работу сварки, изготовляется по типу индукционного генератора;
- двигатель обычно покрывают специальным огнеупорным кожухом для препятствия внешнего негативного воздействия погоды. Вторая функция – защита сварщика от потенциальных травм;
- нижняя часть рамы оснащается шасси. Размер колес может варьироваться, и зависит от условий эксплуатации оборудования. Для помещений – это мелкие, а если речь о транспортировке САКа на большие расстояния (по типу прицепа), диаметр колес значительно увеличивается. Все эти моменты проговариваются индивидуально с поставщиком агрегатов.
При обращении к техническим характеристикам САКов, важно обращать внимание на тип сварочного тока и его пиковую мощность. Обычно это до 120 А. Второе, не менее важное правило отбора, — это возможность подключения к агрегату другого электрического оборудования
Тягать за собой подобную махину лишь ради сварки нерационально. Требуется выбирать агрегаты, которые способны продуцировать выходное напряжение, подходящее большинству классических электроинструментов. Подобные САКи могут пригодиться при строительных или монтажных работах, и даже в быту как временный источник питания жилья





Второе, не менее важное правило отбора, — это возможность подключения к агрегату другого электрического оборудования. Тягать за собой подобную махину лишь ради сварки нерационально
Требуется выбирать агрегаты, которые способны продуцировать выходное напряжение, подходящее большинству классических электроинструментов. Подобные САКи могут пригодиться при строительных или монтажных работах, и даже в быту как временный источник питания жилья.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка
В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.

Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Принцип работы сварочного аппарата
Рисунок 1. Принцип работы сварочного аппарата.
Видео по теме “Сварочный генератор”
Затем расплавленная масса смешивается, и по мере ее охлаждения происходит соединение деталей. Принципиальная схема сварочного генератора имеет следующий вид: Рисунок 1, где:Я – якорь генератора- ОЯ – обмотка якоря- ОВН – обмотка возбуждения намагничивания- R – реостат- ОВП – обмотка возбуждения последовательная- Д – дуга электрическая.
Видео по теме “Генератор 220 V 3000Вт своими руками Generator 220 V 3000 W with their hands”
После того как дуга загорается, в якорной цепи рабочей схемы начинает протекать сварочный ток. Он проходит через последовательную обмотку возбуждения, создавая при этом магнитный поток. В это время в намагничивающей обмотке возбуждения создается электромагнитная сила, которая направлена в обратном направлении. Возникающий при столкновении двух ЭДС выброс энергии и является источником электрической сварочной дуги.
Использовать сварочный генератор можно не только как аппарат для сварки, но и как источник резервного освещения. Для этого нужно сделать дополнительный вывод и установить розетку. Основная схема соединения при этом не изменяется. Розетка крепится на корпусе аппарата. Такое использование сварочного генератора является оправданной в тех фермерских хозяйствах, где отключение основной электросети может принести убытки. Например, в инкубаторах, где выращивают цыплят.





Изготовление самодельной сварки
В домашних условиях сделать сварочный генератор несложно. В качестве мастерской можно использовать гараж. Делая в нем генератор своими руками, вы не будете мешать другим членам семьи. Для работы нужен такой инструмент:
- молоток;
- болгарка;
- пассатижи;
- электродрель;
- сварка.
Рисунок 2. Готовый сварочный генератор, собранный своими руками.
Видео по теме “Генератор для ветряка своими руками часть 1”
Работу следует начинать с изготовления рамы под бензиновый мотор и генератор. Для этого используется металлический уголок 40 Х 40 мм. Уголки нужной длины нарезаются болгаркой.Затем электродрелью в них сверлятся отверстия для мотора и генератора, которые крепятся с помощью болтовых соединений.
Чтобы гайки не раскручивались, под них следует подложить шайбы. Рабочая схема аппарата очень проста. После того как самодельная сварка полностью собрана, она имеет такой вид: Рисунок 2.
Видео по теме “Водородный генератор (HHO generator)”
Рисунок 3. Условная схема работы конвертера.
Для удобства перемещения сварочного генератора на раму можно установить колеса. Крепятся они либо с помощью сварки, либо, после сверления отверстий в раме, на крепежные болты. Вращающий момент передается с мотора на генератор через редуктор. Благодаря вращению якоря в обмотке статора возникает электрический ток. Такая схема электросварки заложена в работе всех сварочных аппаратов. По такому же принципу работают и сварочные конвертеры. Условная схема работы конвертера такова: Рисунок 3.
С помощью сетевого выпрямителя происходит преобразование переменного тока питания в постоянный ток. После сетевого фильтра преобразуется частота. Затем, в отличие от сварочного генератора, в конвертере ток проходит через трансформатор. Дальше он поступает на силовой выпрямитель.
Самодельный сварочный преобразователь
Рисунок 4. Схема сварочного преобразователя.
Такой генератор работает без участия бензинового двигателя. На него подается сетевое напряжение, которое преобразуется в сварочный ток. Его мощность обычно составляет 4 кВт, что дает возможность варить электродом «четверкой». Главным элементом рабочей схемы аппарата является обмотка статора.
Чертежи выполнены в двух вариантах: на стержневом и броневом магнитопроводе. Визуально этот генератор имеет такой вид: Рисунок 4, где:
а – стержневой магнитопровод- рисунок б – вариант броневого магнитопровода.
1 – магнитопровод (набирается из трансформаторных пластин), 2 – прокладка изоляции (стеклоизоляционная лента), 3 – обмотка (медный провод, покрытый лаком), 4 – стягивающий кронштейн (уголок из металла), 5 – стяжка (металлическая шпилька с гайкой и шайбой).





